
Laser welding has been in the industry for more than fifty years and has been introduced as a handheld welder in the past 5 years or more. Some of the early adopters to handheld laser welders were by NASA for the repair of the Shuttle when it returned from a mission. Clearly, this is a technology that is here to stay with advantages and disadvantages.
ADVANTAGES OF LASER WELDING AND HANDHELD LASER WELDING
Lasers can focus light to a microscopic spot (typically 50 to 900 microns .002 to .035 inches). Laser welds are very fine and accurate and precise. This precision depends upon the delivery device and is particularly useful in industries like electronics, aerospace, and medical devices, where tight tolerances are essential. Industries like automotive, where there are miles of welds on a given day use laser welding due to a fast process compared to many conventional welding techniques. In some instances, the speed comparison is 4 to 10 times faster with higher quality welds. The small, focused laser beam can produce a weld at 40 to 400 Inches per minute (1 to 10 M/min), making it suitable for high-volume production with miles of welds produced daily.
HIGH-QUALITY WELDS ACROSS INDUSTRIES
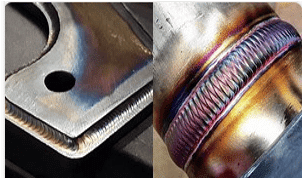
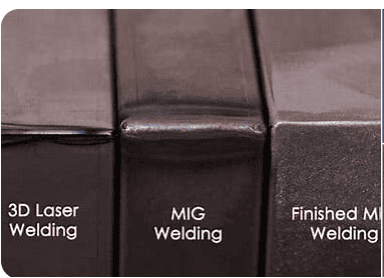
Laser welding and with the wobble feature produces high-quality clean welds (with cover gas) with less splatter, porosity, or defects. This is important in industries where the appearance of the weld is crucial, such as automotive, semiconductor, food industry, and the arts. Companies that supply stainless hardware to the food industry and BBQ world use lasers because there is less post-processing required. The resulting welds are of high quality and the welds are aesthetically pleasing.
VERSATILITY AND MINIMAL HEAT IMPACT
Laser welding can be used for a variety of different metals both similar and dissimilar (with restrictions), various thicknesses from .005 to 1 inch (0.1 to 25mm). Handheld up to .25 inches (6.5mm) and these can be equal in thickness or different thicknesses. These include a variety of ferrous, exotic high strength, and nonferrous alloys. Compared to other types of welding, laser welding is very versatile. The small, focused beam, which can be less than 200 microns (smaller than the thickness of a hair) together with the wobble feature, allows for the creation of narrow seam welds. Applications where space is limited or when preserving material integrity is essential.
REDUCING MATERIAL DISTORTION WITH LASER WELDING
MINIMAL HEAT-EFFECTED ZONE (HAZ): Laser welding generates minimal heat and a small HAZ compared to conventional welding methods. This is a result of the small welding spot and high-power density that couples into the metal. This reduces the risk of distortion, warping, and metallurgical changes in the base material. As a result, laser welding is often chosen for welding materials that are sensitive to heat, such as thin sheets or heat-sensitive alloys.
THE NON-CONTACT ADVANTAGE AND ENVIRONMENTAL FRIENDLINESS
Laser welding is a non-contact process, meaning the laser beam doesn’t physically touch the workpiece. This is advantageous for welding delicate or fragile materials without the risk of contamination or damage. At the weld interface, there is no material contact and thus weld contamination is minimized. Laser welding does not require any electrodes or sharpening. Due to the narrow width of the weld beam, less filler can be used as well as less gas due to the faster speed. There is a protective glass plate that needs to be replaced on a periodic time frame due to splatter. Long term, this can be a sustainable cost and time savings. Laser welding generates less fumes, gases, and emissions than some conventional welding processes, making it more environmentally friendly.
TRAINING AND AUTOMATION: STREAMLINING WELDING PROCESSES
To become a proficient welder using a handheld laser requires less time and school to produce high-quality welds. It for certain industries has been seen where people with no experience in welding can produce high-quality welds in a week of training. This is not to say that a person should not go to a laser qualified school to obtain certification for certain industries and states.
Laser welding is well-suited for automation with robots or other types of motion control devices. Its precise control and repeatability make it ideal for integration into automated manufacturing processes, reducing labor costs and increasing productivity. Also, for the controls side, it is very easy to control the power to ramp up and down the power as the speed changes.
DISADVANTAGES OF LASER WELDING
NAVIGATING THE COST AND SAFETY OF LASER WELDING
Some of the disadvantages of using lasers for welding: These days, you can buy a Mig, stick, or TIG welder for a few hundred dollars for the hobbyist or spend 5 to 10K for a more professional welder with more bells and whistles. The starting point for a “cheap” laser handheld welder can be as low as 6.5k on a site like amazon that offers a selection of cheap machines. When you step up to a professional machine , you can expect to pay around $15-$20K, so there is a big price difference.
The second thing about laser welding is that you should be educated about laser safety and abide by the guidelines for laser safety for the welder and those in the nearby vicinity. The main difference between conventional welding and welding with a laser is that you need to protect your eyes from the laser light that is emitted from the welder unit and from possible reflections.
EQUIPMENT SIZE AND POWER REQUIREMENTS
For an inexpensive unit, these can be offered in a compact size (slightly bigger than two shoe boxes) whereas a full feature laser welder can be the size of a suitcase that you would carry on the plane. Yes, the cheap welder can operate off 120VAC and a laser welder is typically 220VAC.
CONCLUSION: WEIGHING THE PROS AND CONS FOR FUTURE WELDING
In summary, laser welding at this point in time may not be for the hobbyist due to the cost difference but is definitely a tool for those in production that need minimum HAZ for less warping, aesthetically pleasing welds that are precise and without any metal contact in the weld pool.